BOLTS AND NUTS PRODUCTION
Production of bolts, like that of nuts, deals primarily with the forming machines used to convert metal wire into a specific and precise shape. These forming machines are durable, easily operated, cause no pollution, and can produce a wide variety of nuts and bolts. The particular forming machine outlined here are capable of producing a wide variety of bolts including hexagonal tax bolts, socket head, cap screw, wheel bolts, etc. The size and type of each bolt is determined by the die cast being used.
Since both the forming and threading of the bolts are done automatically, only a minimum number of semi- skilled workers are needed. This, in conjunction with the fact that the machinery itself is not overly expensive, makes the cost of opening and operating a bolt and/or nut making plant quite low. The advantages of establishing such a plant are as numerous as they are obvious.
The introduction of these forming machines to Taiwan in the late sixties has led, in less than 20 years, to making free China one of the leading producers of nuts and bolts in the world. This has been made possible by the high demand for nuts and bolts, which will remain so for as long as development around the world continues at its presentrate. Investors and entrepreneurs who are wise enough to respond promptly are likely to enjoy similar success.
Process Description
- Acid Pickling: Before the wire rod is drawn, the raw material must be cleaned in an acid pickling tank to dispose of the build-ups of rust and oil on the surface of the wire rod. This increases the efficiency of the drawing and forming processes.
- Wire Drawing: The wire rods are converted into the desired length by drawing them through series of successively smaller dies.
- Handing and Forming: The slugs of drawn metal wire are then fed into forming machines which shape it into a threadless bolt. The head of the bolt is formed and precision trimmed by a single die cast. Each of the four different forming machines are equipped with a set of various sized die casts.
- Rolling: The rolling, or threading, of the bolts is done automatically by one of four various sized rolling machines.
- Degreasing: Since oil is used as a lubricant during the forming processes, the bolts must undergo a degreasing process. This is done to prevent rust from occurring and to prepare the bolt for further treatment processes. The recovered oil may be used again.
- Passivating: Stainless steel bolts, often darkened during the forming process must, therefore, undergo passivation treatment in order to restore the finish.
- Heat Training: The bolts then undergo a heat treatment process to increase their tensile strength.
- Galvanizing: Finally the bolts are galvanized to prevent rust from adhering to the surface.
Plant Description
Production capacity
A production capacity of 2,400 tonnes of bolts and nuts is envisaged
Raw Materials
The metals listed below, which should be rods with diameters of 6.0 to 13cm, are consumed at a rate of 220 tonnes per 200 tons of bolt produced:
- Carbon Steel Wire Rods: c10 - 08, c10 - 18, c10 - 35, etc.
- Stainless Steel Wire Rods: T304M, T302H2
- Alloy Steel Wire Rods: ScM3, Bwill will
Machinery and Equipment
Auxiliary Equipment:
- De-Oiler (centrifugal type)
- Packaging
- Stumbling machine
- Wire Stand
- Cooling Tower
- Dryer
- Forklift
- Crane
- Waste Water Treatment System
- Electrode Processing Unit
- Air compressor
- Roller
Maintenance Equipment
- Milling Machine
- Lathe
- Boring Machine
- Lathe (Horizontal Type)
- Grinding Machine
Inspection and Testing Equipment
Plant Site Planning: A bolt making plant can be located virtually in any place, where adequate supplies of water, electricity, and manpower including good road network and tracportation are available.
Area of Land and Building
- Building: 970m2
- Total Area: 1,620m2
Plant Layout
- Waste Water Treatment Pond
- Passivating Pond
- Material Stuffing Lot
- Drawn Wire Disposal Area
- Drawing Machine
- Bolt Former
- Wire Stand
- Electric Panel Chamber
- Rolling Machine
- Parts and Accessory Room
- Galvanizing Plant
- Production Management and Q. C.
- Apparatus
- Main Office
- Packing Area
- Finished Product Storage Area
- Boiler
Source: Slideshare.net
IRON ORE PROCESSING: NAIL PRODUCTION
A nail is a slender piece of metal used to fasten together two or more pieces of materials. Modern nails have varieties of length, size and style, ranging all the way from the tiniest tack to heavy spikes. Generally, a nail has three main parts: the point, the shank or the body and the head. Almost all nails now available are made of steel wire. Wire rod, after a thorough check up, pickling, water rinsing, neutralization, lubricant coating, drying, wire drawing, testing, weighing, nail making, intermediate testing, tumbling and inspection can be made into various types of nails for various purposes. Types of nails include the roofing finishing nail, cutting and flooring nail, molding nail, ring nail, spiral grooved nail, masonry nail etc. All steel wire nails are made by automatic machinery. The machinery differs greatly in size and in design but the principle of operation is much the same for all of them. Nails can be made by the following distinct operations: head forming, wire feeding, wire pinching, wire cut off, point forming and nail expelling.
Process Description
- Wire Rod Rolling Section: By using steel of required composition, the rod is rolled to the desired size and shape by the standard method on a standard rod rolling mill.
- Wire Rod Pretreatment Section: In order to prepare the wire rod for drawing, it is first given necessary pretreatment. In general, this consists of acid pickling, water rinsing, neutralization and lubricant coating, followed by heat treatment (for high carbon steel) when required.
- Acid Pickling: Wire rods are placed in a solution of hot, diluted sulphuric acid or hydrochloric acid. The action of the acid pickling loosens the scales and frees the rods of rust or dirt, leaving the surface of the rod perfectly clean. The rods are then removed from the acid and given a thorough rinsing under a spray of high pressure of water.
- The wire rods are then given a suitable coating, to protect the surface of the clean rods from rusting in the atmosphere, to neutralize any traces of acid left from the cleaning and to serve as a carrier for the lubricant used in drawing the rod into wire (Borax has been used quite extensively in recent years with good res ults).
- The wire rods must be dried for some time before drawing.
Wire Drawing Section
After the rods are properly cleaned, coated and dried, they are then delivered to the continuous wire drawing machine. The pointed end of the wire rods is inserted through the proper die hole, then drawn through far enough to be attached to the draw block. When the block starts revolving, it coils the wire around itself and thus continuously draws the rod through the die, thus bringing about a fixed decrease in its selection area and a proportional increase in its length. The wire-drawn die has no removable parts, does not remove any of the metal, yet it uniformly reduces the cross section area of the steel and at the same time improves the finish and physical properties of the wire. The amount of the reduction of wire cross sectional area will vary according to the kinds of wire to be made. Various types of wire drawing machines with various capabilities for drawing high carbon steel wire, mild steel wire, alluminium wire, brass wire and nonferrous wire can be used. A double deck type continuous wire drawing machine with 2 dies can be operated individually (5.5mm – 0.4mm), and jointly in 2 blocks (5.5mm – 3.0mm), 3 blocks (5.5mm – 2.1mm), 4 blocks (5.5mm – 1.6mm), etc. The number of blocks is determined in accordance with the production program. For drawing of round wire and abnormally shaped wire such as flat wire, square wire, hexagonal wire, a horizontal type wire drawing machine is used.
Nail Making Section
The steel wire nails are made by an automatic high speed nail making machine. The head of the nail is formed by compressing and flattening the wire against the die. The amount of wire which projects beyond the die governs the size and thickness of the head and is regulated by adjusting the cutting knives to the proper distance from the die. The various shapes of heads are obtained by cutting the desired depression level in the die. After the nail head is formed, the die opens up, and the wire is pushed through a feeding mechanism with the nail head on the end. The proper distance through the die gives a nail the required length. The wire is then cut off immediately after the wire is pinched. The cutting knives are ground to form the point on the nail at the same time that the cut is made. The point can be formed by pressing the wire into the shape required. Finished nails then drop into a pan.
Polishing Section
The nails are collected and placed in a tumbler. Care should be taken to have nails of only one kind in a tumbler at a time in order to avoid mixing. Some sawdust is placed into the tumbler. The tumbler has a projection on the inside causing the nails to be churned and polished when it is rotated. The sawdust absorbs the grease and oil which the nail collected during manufacturing. After the nails are tumbled sufficiently they are packed in cartons for use.
Plant Description
Production Capacity
The plant envisaged will produce 18,000 tonnes of wire nails per annum.Wire nails specification: ¾’5
The production capacity of the nail making machine is as follows:
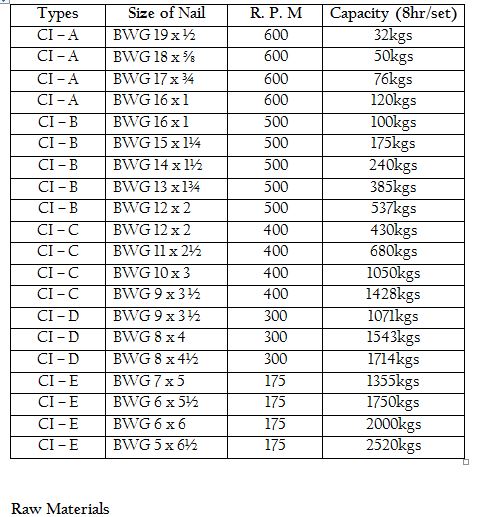
The rod wire rod used for the manufacture of secondary products may be roughly classified into low carbon steel wire and high carbon steel wire rod. Low carbon steel wire rod is used in manufacturing ordinary wire, nails, wire nets, barbed wire, rivets, screws, etc. While high carbon steel wire rod goes into springs, wire rope, needles, etc. Other raw materials such as aluminium wire, brass wire and non- ferrous wire can also be used for manufacturing secondary products.
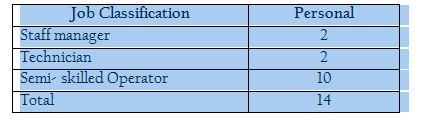
Manpower Required
.jpg)
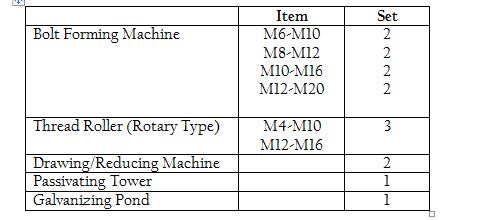
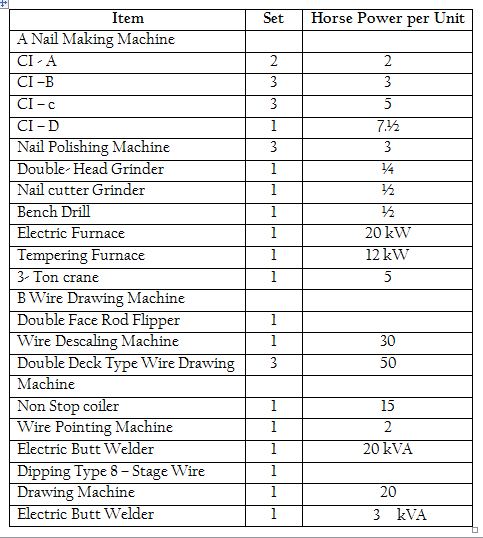
Machinery and Equipment
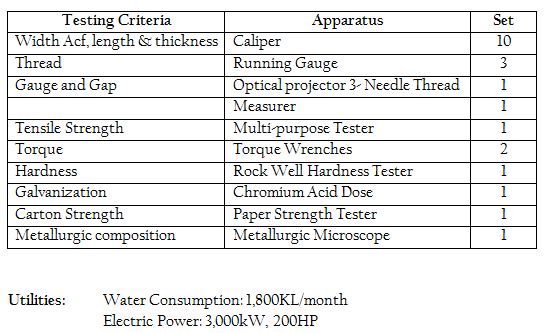
Test and Inspection
All equipment will be subjected to plant testing and inspection at the manufacturer’s premises. Before packing, official inspection by an authorized independent agency appointed by the buyer is done. The cost of this inspection shall be paid for by the buyer.






